


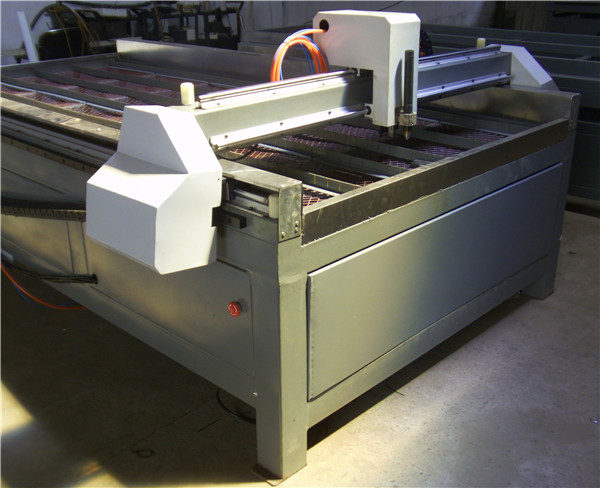
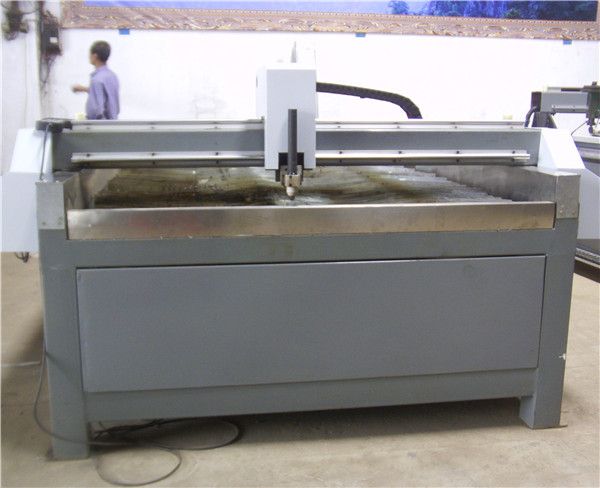
数控等离子切割机
产品特点:
1、整机采用方管焊结构,具有刚性好,精度高,自重轻,惯量小的特点。所有焊接件均振动时效去应力处理,有效的防止了结构变形;
2、纵、横向驱动:均采用精密斜齿齿轮齿条(7级精度)传动。纵向导轨采用台湾进口的直线导轨,横向运行横梁整体铝结构,保证了切割机的运行平稳,精度高,且经久耐用,清洁美观;可以非常完美的保证运动的精度和平衡度;
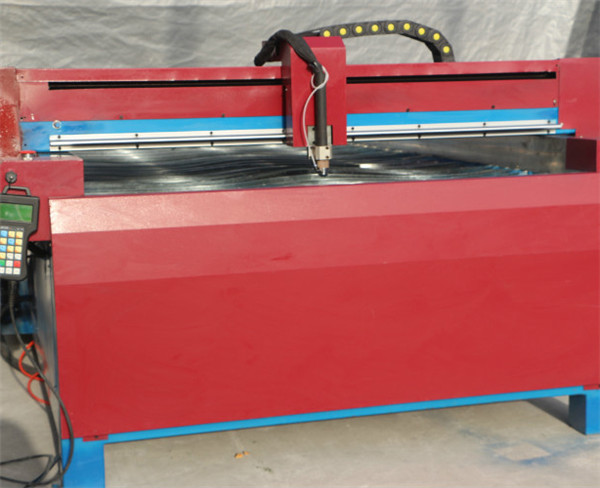
3、简单易用的自动编程系统,使数控编程不再复杂,轻而易举;
4、数控控制系统采用中美合资北京斯达特的数控切割机控制系统,配合PLC作输入输出控制,使该电气系统具有优良稳定性和超强抗干扰。


数控等离子切割机使用技巧
在使用数控等离子切割机时其切割质量不稳定,易损件更换频繁,发现更多的是用户在使用操作时对数控等离子切割机的使用不够规范,同时对一些细节性问题注意不够,下面我们总结了一些数控等离子切割机日常使用的一些技巧希望能为您带来方便:
1、切割应从边缘开始
尽可能从边缘开始切割,而不要穿孔切割。采用边缘作为起始点会延长消耗件的寿命,正确的方法是将喷嘴直接对准工件边缘后再启动等离子弧。
2、减少不必要的“起弧(或导弧)”时间
起弧时喷嘴和电极的消耗都非常快,在开始前,应将割炬放在切割金属行走距离内。
3、喷嘴不要过载使用
让喷嘴过载(即超过喷嘴的工作电流),将使喷嘴很快损坏。电流强度应为喷嘴的工作电流的95%为宜。例如:100A的喷嘴的电流强度应设定为95A。
4、采用合理的切距
按照使用说明书的要求,采用合理的切距,切距即切割喷嘴与工件表面的距离,当穿孔时,尽量采用正常切距的2倍距离或采用等离子弧所能传递的高度。
5、穿孔厚度应在机器系统的允许范围内
切割机不能在超过工作厚度的钢板上穿孔,通常的穿孔厚度为正常切割厚度的1/2。
尽量保持割炬和消耗件清洁
在割炬和消耗件上的任何脏物都会极大地影响等离子系统的功能。更换消耗件时要将其放在干净的绒布上,要经常检查割炬的连接罗纹,用过氧化氢类清洁剂清洗电极接触面和喷嘴。

现象说明:
打开等离子切割机主机“电源开关”后,电源指示灯不亮
原因分析和解决办法:
1、“电源指示灯”坏:更换指示灯
2、2A保险丝坏:更换保险丝
3、无输入三相380V电压:检查电源是否出问题
4、输入电源缺相:使用万用表检查三相电源
5、电源开关坏:更换开关即可
6、控制板或主机坏:检修

本网站全力支持关于《中华人民共和国广告法》实施的“极限化违禁词”相关规定,且已竭力规避使用“违禁词”。故即日起凡本网站任意页面含有极限化“违禁词”介绍的文字或图片,一律非本网站主观意愿并即刻失效,不可用于客户任何行为的参考依据。凡访客访问本网站,均表示认同此条约!感谢配合!
扫一扫手机网站






 在线客服
在线客服 15555154787
15555154787 1079706544@qq.com
1079706544@qq.com